Le soudage au gaz (communément désigné par « soudure »), qui est un soudage à la flamme, consiste à assembler des métaux par chauffage, avec ou sans métal d'apport, dans le but d'assurer une continuité mécanique ou physique entre eux. Selon le type de pièces à assembler et la résistance mécanique souhaitée, on utilise différentes techniques et différents matériels.
1 LE MATÉRIEL NÉCESSAIRE POUR LE SOUDAGE AU GAZ
• La lampe à souder. Alimentée par une cartouche butane ou butane/propane, elle est utilisée pour un brasage tendre.
• Le chalumeau aérogaz. Alimenté par une bouteille de gaz butane, propane ou butane/propane, il est utilisé pour un brasage fort.
• Le chalumeau oxygaz. Alimenté par une bouteille d'oxygène en plus de la bouteille de gaz (butane ou propane), il est utilisé pour l'assemblage de métaux ferreux. L'oxygène augmente la combustion, et donc la température de soudage.
Comparé au chalumeau aérogaz, le temps de chauffe avec un chalumeau oxygaz sera beaucoup plus court.
Les lampes à souder et les chalumeaux sont équipés de brûleurs (lances), permettant des travaux plus ou moins fins. Il existe trois types de brûleurs : le brûleur à pointe fine (flamme dard) pour les travaux de précision ; le brûleur à flamme « turbo » (à chaleur tournante) ; le brûleur à flamme enveloppante, pour le brasage des tubes.
2 LES DIFFÉRENTES TECHNIQUES DE SOUDAGE AU GAZ
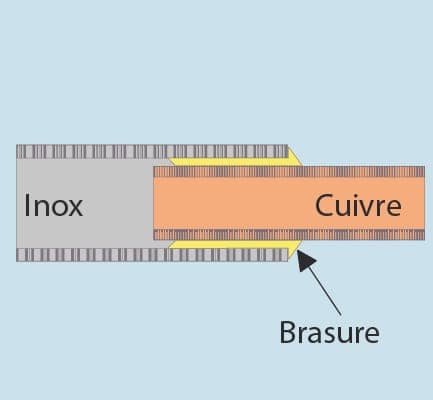
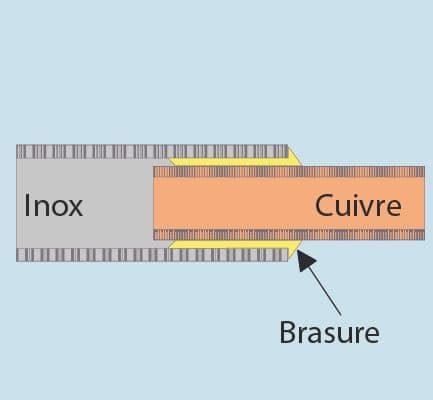
C'est l'assemblage par recouvrement de deux pièces de même métal ou de métaux différents (inox et cuivre, par exemple) à l'aide d'un métal d'apport (brasure) dont la température de fusion est inférieure à celle des métaux à assembler. La brasure fond et pénètre par capillarité dans le joint entre les deux pièces.• Le brasage tendre. C'est une technique utilisée pour assembler les canalisations en cuivre d'alimentation d'eau froide.
Métal d'apport : fil d'étain ou étain en baguette.
Température de chauffe : 230°C environ.
Outillage utilisé : fer à souder à cartouche de butane ou chalumeau butane-propane avec brûleur pointe fine.
• Le brasage fort. Il permet des assemblages résistants sur du cuivre, de l'inox, du laiton, des métaux ferreux, de l'aluminium, de l'argent ou de l'or. On l'utilise aussi bien pour l'assemblage des tubes en cuivre destinés à l'alimentation en eau chaude que pour assembler les canalisations de gaz en tubes de cuivre.
Métal d'apport : cuivre, phosphore, argent, aluminium en baguette.
Température de chauffe : 600 à 850 °C.
Outillage utilisé : fer à souder, chalumeau butane-propane, ou chalumeau oxygaz.
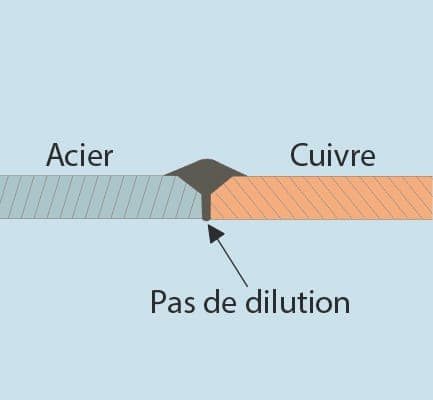
Le soudo-brasage
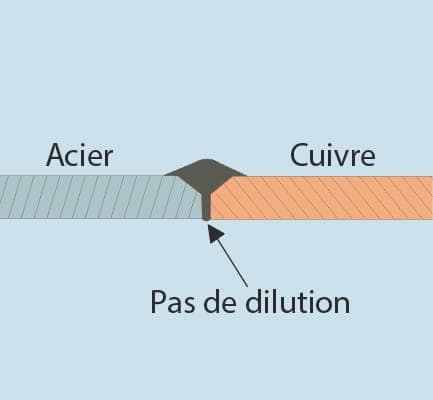
C'est l'assemblage de deux pièces jointives de même métal ou de métaux différents (acier et cuivre, par exemple) avec un métal d'apport, le plus souvent en laiton.
Métal d'apport : laiton, cuivre ou argent en baguette.
Température de chauffe : supérieure à 1 500 °C.
Outillage utilisé : chalumeau butane-propane ou chalumeau oxygaz.
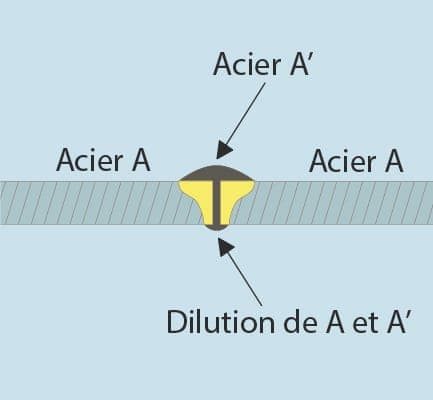
Le soudage autogène
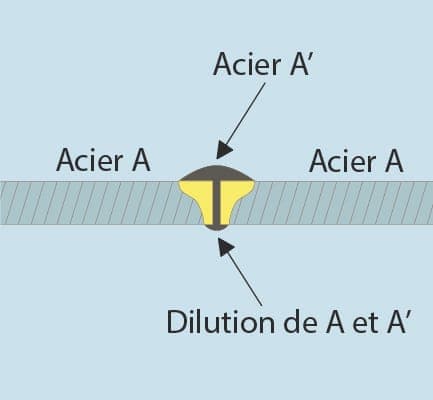
C'est un procédé de soudage de deux pièces qui participent à la constitution du joint. C'est une technique destinée à souder les métaux ferreux (fer, acier…).
Métal d'apport : fer ou acier en baguette enrobée.
Température de chauffe : de 2 850 à 3 000 °C.
Outillage utilisé : chalumeau oxygaz.
3 LES ÉTAPES POUR RÉUSSIR UNE SOUDURE AU GAZ
La méthode est la même pour réaliser un brasage tendre ou bien un brasage fort.
Un brûleur puissant, dont la température varie entre 600 et 3 000 °C, permet de réaliser des brasures fortes, au cuivre ou à l'argent.
Un chalumeau oxygaz permet une brasure forte ainsi que la soudure autogène de métaux ferreux.

Commencez par nettoyer les pièces à souder avec du papier de verre à grains moyens.
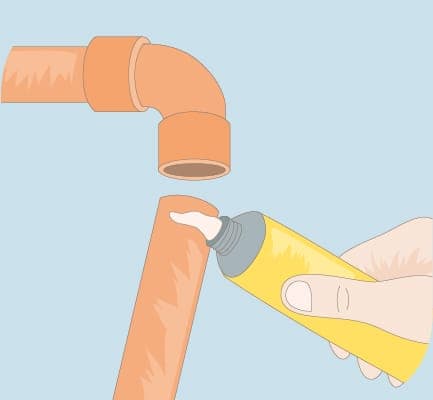
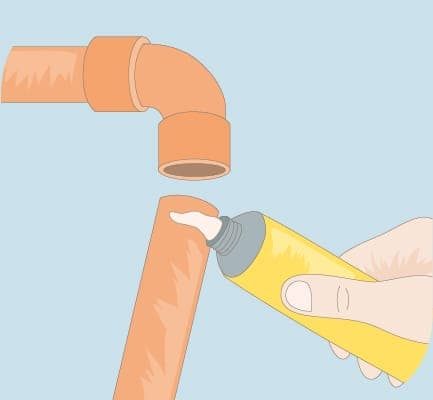
Appliquez de la pâte à souder (flux décapant) sur les parties à souder.
Emboîtez les pièces en tournant pour répartir la pâte à souder. Si nécessaire, maintenez les pièces à souder au moyen d'un étau ou d'une pince étau.
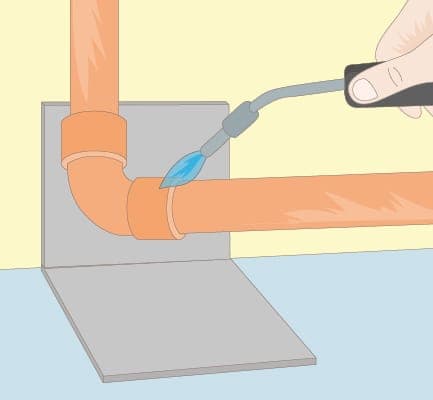
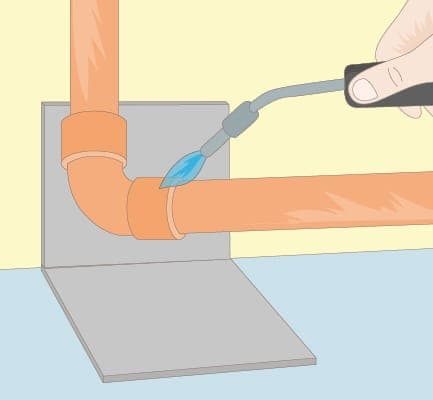
N'oubliez pas de protéger votre mur avant toute action de soudure.
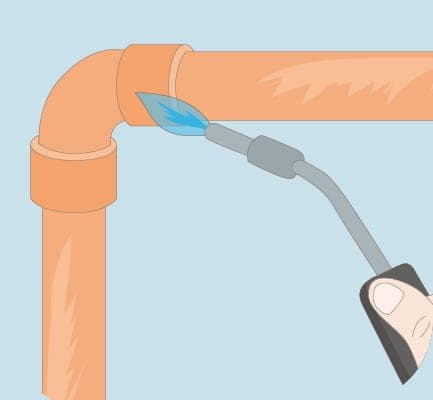
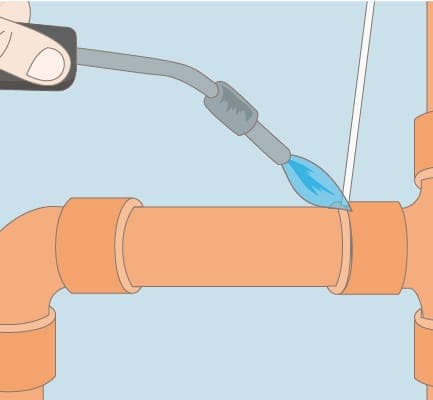
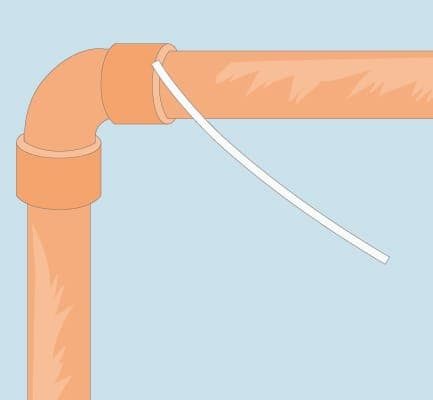
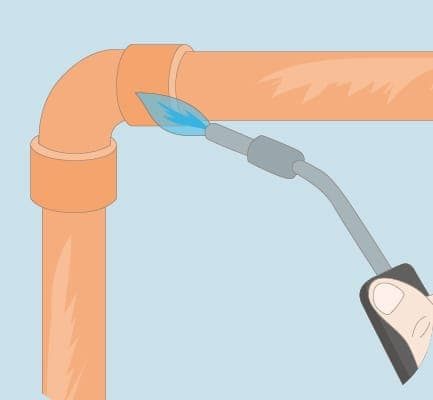
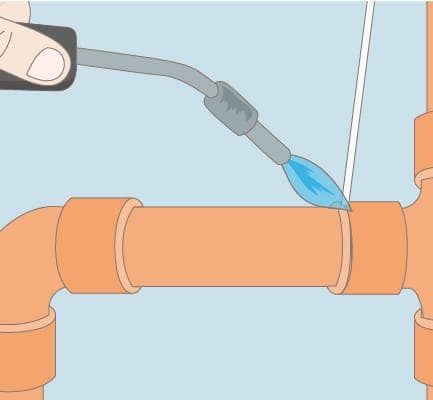
Avec une lampe à souder équipée d'un brûleur à pointe fine, chauffez le cuivre à l'endroit de l'assemblage jusqu'à ce que les pièces rougissent, puis écartez la flamme et mettez en contact le fil d'étain avec la jointure.
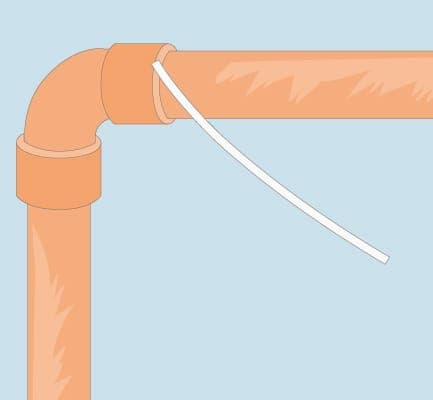
Laissez fondre le fil d'étain au contact du cuivre chauffé.

Essuyez avec un chiffon mouillé la brasure encore tiède.
Une fois les brasures sèches, vous pouvez les limer, les meuler ou les peindre, ou bien les insérer dans un coffrage.
4 BON À SAVOIR
- En soudant, vous projetez des étincelles. Veillez à éloigner tout objet pouvant s'enflammer et munissez-vous de lunettes de protection et de gants ignifuges.
- Ce sont les pièces à assembler qui doivent être chauffées, et non le métal d'apport. Ce dernier doit fondre au contact du métal chauffé.
- Le propane permet de travailler à des températures basses (jusqu'à -30 °C en extérieur), alors que le butane perd toute efficacité en dessous de 0 °C. Les lampes à cartouche butane/propane sont efficaces jusqu'à -10 °C.
- Si vous soudez sur une canalisation en place, protégez le mur avec un écran thermique (pare-flamme).
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}